TruMicro Serie 5000
Terug naar overzicht- Eigenschappen
- Toepassingen
Eigenschappen
TruMicro 5025 | TruMicro 5050 | TruMicro 5070 | TruMicro 5225 | TruMicro 5250 | TruMicro 5270 | TruMicro 5350 | TruMicro 5360 | |
| Golflengte | 1030 nm | 1030 nm | 1030 nm | 515 nm | 515 nm | 515 nm | 343 nm | 343 nm |
| Gemiddeld vermogen | 25 W | 50 W | 100 W | 15 W | 30 W | 60 W | 10 W | 15 W |
| Straalkwaliteit M2 | < 1,3 | < 1,3 | < 1,3 | < 1,3 | < 1,3 | < 1,3 | < 1,3 | < 1,3 |
| Max. pulsenergie | 125 µJ | 250 µJ | 250 µJ | 75 µJ | 150 µJ | 150 µJ | 50 µJ | 37,5 µJ |
| Pulsduur | < 10 ps | < 10 ps | < 10 ps | < 10 ps | < 10 ps | < 10 ps | < 10 ps | < 10 ps |
| Min. repetitiewaarde | 200 kHz | 200 kHz | 400 kHz | 200 kHz | 200 kHz | 400 kHz | 200 kHz | 400 kHz |
| Max. repetitiewaarde | 400 kHz | 800 kHz | 600 kHz | 400 kHz | 800 kHz | 600 kHz | 400 kHz | 800 kHz |
| Temperatuurbereik koelwater | 5 - 23 °C | 6 - 21 °C | 5 - 21 °C | 6 - 21 °C | 6 - 21 °C | 5 - 21 °C | 6 - 21 °C | 6 - 21 °C |
Afmetingen laserkop | ||||||||
| Breedte | 1005 mm | 1005 mm | 1005 mm | 1005 mm | 1005 mm | 1005 mm | 1005 mm | 1005 mm |
| Hoogte | 319 mm | 319 mm | 319 mm | 319 mm | 319 mm | 319 mm | 319 mm | 319 mm |
| Diepte | 605 mm | 605 mm | 605 mm | 605 mm | 605 mm | 605 mm | 605 mm | 605 mm |
Afmetingen voedingsapparaat | ||||||||
| Breedte | 442 mm | 442 mm | 442 mm | 442 mm | 442 mm | 442 mm | 442 mm | 442 mm |
| Hoogte | 1392 mm | 1392 mm | 1192 mm | 1392 mm | 1392 mm | 1192 mm | 1392 mm | 1392 mm |
| Diepte | 608 mm | 608 mm | 805 mm | 608 mm | 608 mm | 805 mm | 608 mm | 608 mm |
Toepassingen
Boren
De materiaalbewerking met pulsen van enkele picoseconden onderscheidt zich in vergelijking tot nano- of microseconden, door minimale smeltvolumes en een hoge dampdruk. De materiaalafname wordt als zuivere sublimatie beschouwd. Pulsen van enkele picoseconden zijn geschikt voor de materiaalbewerking met minimale thermische invloedzone.
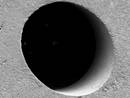
Bij het boren van bijvoorbeeld roestvrij staal en titaan worden de voordelen van de TruMicro 5000 serie duidelijk zichtbaar (zie afbeelding). De gladde boorwand en de scherpe randen zijn met andere technologieën op deze schaal niet te bereiken. Thermische invloed en bramen zijn niet te zien, zodat er geen nabewerking meer nodig is. Met de gebruikte spiraalboormethode kunnen voor aspectverhoudingen van 1:10 vrijwel willekeurige coniciteiten worden bereikt: positief, negatief of cilindrisch.

Snijden
Ook bij snijtoepassingen maakt de TruMicro 5000 serie een buitengewone combinatie van bewerkingskwaliteit en werksnelheid mogelijk. In de medische techniek wordt dit benut bij het snijden van stents. De dunne metalen buisjes van roestvrij staal of nitinol worden met de TruMicro 5050 restloos gesneden, zodat kostbare nabewerkingsprocessen vervallen.
Ook de halfgeleiderbranche profiteert van het gebruik van de picosecondenlaser met een hoog gemiddeld vermogen. Het verenkelen van chips op een silicium-wafer is met mechanische zagen bij de steeds dunner wordende wafers bovendien moeilijk. De TruMicro 5250 scheidt de chips contactloos en zonder afplattingen aan de snijrand. In afbeelding X is een gesneden silicium-wafer weergegeven. De hoge randkwaliteit zorgt voor een hogere breukvastheid. Dit verlaagt het aantal mislukte producten aanzienlijk en bespaart zo productiekosten.

Materiaalafname
Het besparen van productiekosten door het gebruik van nieuwe technologieën is ook een motor achter de snel groeiende fotovoltaïsche branche. Zowel mechanische als thermische beschadigingen hebben een negatief effect op de kwaliteit en daarmee op de prijs van zonnecellen. Tegelijkertijd is echter een hoge productiviteit essentieel om de groeiende vraag naar zonnecellen op kosten-efficiënte wijze te kunnen dekken. Ook hier maakt het gebruik van de TruMicro 5000 serie nieuwe productiemethoden mogelijk, bijvoorbeeld bij het productieproces van dunlagige CIGS-zonnecellen: hier bestaan er drie structureringsprocessen voor de seriële celverbinding. Eén van deze structureringsprocessen, het afnemen van een 0,5 µm dunne molybdeenlaag op een glassubstraat, is weergegeven op de afbeelding links. Met de TruMicro 5050 treden geen braam- en smeltvorming op langs de lasergestructureerde spoor en ook geen delaminering. Het hoge gemiddelde vermogen van 50 watt maakt bovendien een parallelle bewerking met aanzetsnelheden van wel 4 m/s mogelijk.